
Вибір правильного типу верстата для багатоосьової обробки на верстатах з ЧПК є одним з найважливіших рішень. Він визначає загальні можливості процесу, можливі конструкції та загальні витрати. 3-осьова, 4-осьова та 5-осьова обробка на верстатах з ЧПК є популярним питанням для обговорення, і правильна відповідь залежить від вимог проекту.
У цьому посібнику буде розглянуто основи багатоосьової обробки на ЧПК та порівняно 3-осьову, 4-осьову та 5-осьову обробку на ЧПК, щоб допомогти зробити правильний вибір.
Вступ до 3-осьової обробки

Шпиндель рухається лінійно в напрямках X, Y та Z, а заготовка потребує кріплень, які утримують її в одній площині. Сучасні верстати дозволяють працювати в кількох площинах. Але вони вимагають спеціальних кріплень, виготовлення яких дещо дороге та займає багато часу.
Однак існують деякі обмеження щодо можливостей 3-осьових ЧПК. Багато елементів є або економічно невигідними, незважаючи на відносну ціну 3-осьових ЧПК, або просто неможливими. Наприклад, 3-осьові верстати не можуть створювати кутові елементи чи щось, що знаходиться в системі координат XYZ.
І навпаки, 3-осьові верстати можуть створювати елементи підрізання. Однак для них потрібні кілька передумов та спеціальні фрези, такі як фрези для Т-подібних паз та ластівчин хвіст. Виконання цих вимог іноді може призвести до різкого зростання цін, і іноді стає більш вигідним обрати 4-осьове або 5-осьове фрезерне рішення з ЧПК.
Вступ до 4-осьової обробки
4-осьова обробка є більш просунутою, ніж її 3-осьові аналоги. Окрім руху ріжучого інструменту в площинах XYZ, вони також дозволяють обертати заготовку навколо осі Z. Це означає, що 4-осьове фрезерування може працювати з 4 сторін без будь-яких спеціальних вимог, таких як спеціальні пристосування чи ріжучі інструменти.
Як зазначалося раніше, додаткова вісь на цих верстатах робить їх більш економічно вигідними для деяких випадків, коли 3-осьові верстати можуть виконати роботу, але з особливими вимогами. Додаткові витрати, необхідні для виготовлення правильних пристосувань та ріжучих інструментів на 3-осьових верстатах, перевищують загальну різницю у вартості між 4-осьовими та 3-осьовими верстатами. Таким чином, вони є більш життєздатним вибором для деяких проектів.
Більше того, ще одним важливим аспектом 4-осьового фрезерування є загальна якість. Оскільки ці верстати можуть працювати з 4 сторін одночасно, переміщення заготовки на пристосуваннях не потрібне. Тим самим мінімізується ймовірність людської помилки та підвищується загальна точність.
Сьогодні існує два типи 4-осьової обробки на верстатах з ЧПК: безперервна та індексна.
Безперервна обробка дозволяє ріжучому інструменту та заготовці рухатися одночасно. Це означає, що верстат може різати матеріал під час обертання. Таким чином, складні дуги та форми, такі як спіралі, дуже легко обробляти.
З іншого боку, індексна обробка працює поетапно. Різальний інструмент зупиняється, як тільки заготовка починає обертатися навколо площини Z. Це означає, що індексні верстати не мають таких самих можливостей, оскільки вони не можуть створювати складні дуги та форми. Єдина перевага полягає в тому, що заготовку тепер можна обробляти з 4 різних сторін без необхідності використання спеціальних пристосувань, які є необхідними в 3-осьовому верстаті.
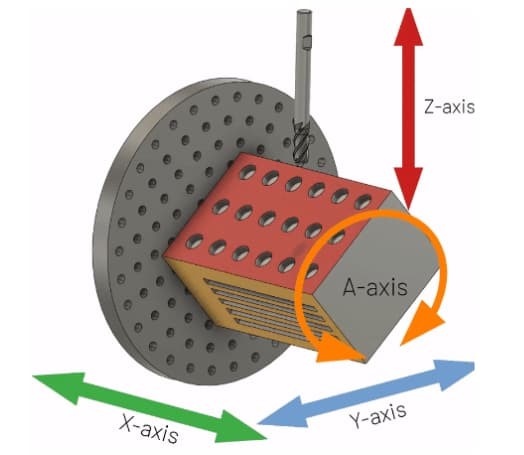
Вступ до 5-осьової обробки
5-осьова обробка йде ще далі та дозволяє обертання у двох площинах. Це багатоосьове обертання разом зі здатністю різального інструменту рухатися у трьох напрямках – це дві невід'ємні якості, які дозволяють цим верстатам виконувати найскладніші завдання.
На ринку доступні два види 5-осьової обробки на верстатах з ЧПК. 3+2-осьова обробка та безперервна 5-осьова обробка. Обидва працюють у всіх площинах, але перший має ті ж обмеження та принцип роботи, що й індексований 4-осьовий верстат.
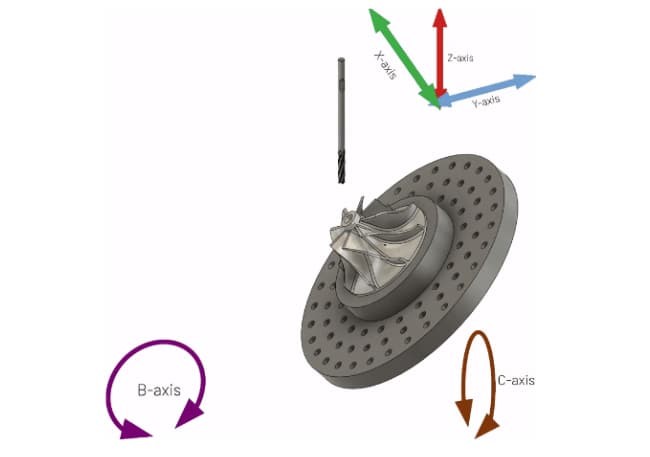
3+2-осьова обробка на верстатах з ЧПК дозволяє обертанню бути незалежним одне від одного, але обмежує використання обох координатних площин одночасно. Навпаки, безперервна 5-осьова обробка не має таких обмежень. Тим самим забезпечується чудовий контроль і можливість зручно обробляти найскладніші геометрії.
Основні відмінності між 3-, 4- та 5-осьовою обробкою з ЧПК
Розуміння складнощів та обмежень різного виду обробки на верстатах з ЧПК є невід'ємною частиною забезпечення найкращого балансу між вартістю, часом та якістю процесу.
Як зазначалося раніше, численні проекти були б дорожчими на інакше економічному 3-осьовому фрезеруванні через складнощі, пов'язані з пристосуваннями та процесами. Аналогічно, простий вибір 5-осьового фрезерування для кожного окремого проекту був би синонімом боротьби з тарганами за допомогою кулемета. Звучить неефективно, чи не так?
Саме тому важливо розуміти основні відмінності між 3-осьовою, 4-осьовою та 5-осьовою обробкою. Це може гарантувати вибір найкращого типу верстата для будь-якого конкретного проекту без будь-яких шкоди для основних параметрів якості.
Ось 5 основних відмінностей між видами обробки на верстатах з ЧПК.
Принцип роботи
Принцип роботи всіх верстатів з ЧПК однаковий. Різальний інструмент, керований комп'ютером, обертається навколо заготовки для видалення матеріалу. Крім того, всі верстати з ЧПК використовують або M-коди, або G-коди для розшифровки руху інструменту відносно заготовки.

Різниця полягає в додатковій можливості обертання навколо різних площин. Як 4-осьовий, так і 5-осьовий фрезерний верстат з ЧПК дозволяють обертання навколо різних координат, і ця якість призводить до створення складніших форм з відносною легкістю.
Точність та правильність
Обробка на верстатах з ЧПК відома своєю точністю та низькими допусками. Однак тип ЧПК впливає на кінцеві допуски виробу. 3-осьовий ЧПК, хоча й дуже точний, має більше шансів на випадкові помилки через послідовне переміщення заготовки. Для більшості застосувань ця похибка незначна. Однак для чутливих застосувань, що стосуються аерокосмічної та автомобільної промисловості, навіть найменше відхилення може спричинити проблеми.

Як 4-осьова, так і 5-осьова обробка на ЧПК не має цієї проблеми, оскільки не потребує жодного перепозиціонування. Вони дозволяють різати на кількох площинах на одному пристосуванні. Крім того, важливо зазначити, що це єдине джерело розбіжностей у якості 3-осьової обробки. Окрім цього, загальна якість з точки зору точності та правильності залишається незмінною.
Застосування
Замість загальногалузевого застосування, відмінності в типі ЧПК стосуються характеру продукту. Наприклад, різниця між 3-осьовими, 4-осьовими та 5-осьовими фрезерними виробами буде базуватися на загальній складності конструкції, а не на самій галузі.
Просту деталь для аерокосмічного сектору можна розробити на 3-осьовому верстаті, тоді як щось складне для будь-якого іншого сектору може вимагати використання 4- або 5-осьового верстата.
Витрати
Вартість є однією з основних відмінностей між 3-, 4- та 5-осьовими фрезерними верстатами з ЧПК. 3-осьові верстати, природно, економічніші в придбанні та обслуговуванні. Однак витрати на їх використання залежать від таких факторів, як кріплення та доступність операторів. Хоча витрати на операторів залишаються незмінними у випадку 4- та 5-осьових верстатів, кріплення все ще займають значну частину витрат.
З іншого боку, 4- та 5-осьова обробка є більш технологічно просунутою та має кращі характеристики. Тому вони, природно, дорогі. Однак вони надають багато можливостей і є життєздатним вибором у багатьох унікальних випадках. Один з них вже обговорювався раніше, де конструкція, теоретично можлива на 3-осьовому верстаті, потребувала б великої кількості спеціальних пристосувань. Тим самим збільшуються загальні витрати та робить 4- або 5-осьова обробка більш життєздатним варіантом.
Час виконання
Коли йдеться про загальний час виконання робіт, безперервні 5-осьові верстати забезпечують найкращі загальні результати. Вони можуть обробляти навіть найскладніші форми за найкоротший час завдяки відсутності зупинок та покроковій обробці.
Далі йдуть безперервні 4-осьові верстати, оскільки вони дозволяють обертання по одній осі та можуть обробляти лише плоскі кутові елементи за один раз.
Зрештою, 3-осьові верстати з ЧПК мають найдовший час виконання, оскільки різання відбувається поетапно. Крім того, обмеження 3-осьових верстатів означають, що доведеться часто переміщувати заготовку, що призведе до збільшення загального часу виконання будь-якого проекту.
3-осьове, 4-осьове та 5-осьове фрезерування: що краще?
У виробництві не існує такого поняття, як абсолютно кращий метод чи універсальне рішення. Правильний вибір залежить від складнощів проекту, загального бюджету, часу та вимог до якості.
3-осьовий, 4-осьовий та 5-осьовий – усі вони мають свої переваги та недоліки. Звичайно, 5-осьовий може створювати складніші 3D-геометрії, тоді як 3-осьовий може швидко та стабільно створювати простіші деталі.
Підсумовуючи, немає відповіді на питання, який з них є кращим вибором. Будь-який метод обробки, який забезпечує ідеальний баланс між вартістю, часом та результатами, буде ідеальним вибором для конкретного проекту.
Читати далі: Фрезерування з ЧПУ проти токарного верстата з ЧПУ: що краще вибрати
Розпочніть свої проекти з послугами обробки на верстатах з ЧПК від Guansheng
Для будь-якого проекту чи бізнесу правильний виробничий партнер може стати вирішальним фактором між успіхом і невдачею. Виробництво є невід'ємною частиною процесу розробки продукту, і правильний вибір на цьому етапі може значною мірою допомогти зробити продукт життєздатним. Guangsheng є ідеальним вибором виробництва для будь-якої ситуації завдяки своєму прагненню надавати найкраще з максимальною стабільністю.
Оснащена сучасним обладнанням та досвідченою командою, компанія Guangsheng може виконувати всі види 3-, 4- або 5-осьової обробки. Завдяки суворим перевіркам якості ми можемо гарантувати, що готові деталі бездоганно відповідають усім видам перевірок якості.
Крім того, що відрізняє Guangsheng, так це найшвидші терміни виконання та найконкурентніші ціни на ринку. Більше того, процес також оптимізовано для зручності клієнта. Просто завантажте креслення, щоб отримати комплексний аналіз DFM та миттєву цінову пропозицію для початку роботи.
Автоматизація та онлайн-рішення – це ключі до майбутнього виробництва, і Guangsheng це розуміє. Саме тому все, що вам потрібно для найкращих результатів, знаходиться лише за один клік.
Висновок
Усі 3-, 4- та 5-осьові верстати з ЧПК різні, і кожен тип має свої сильні та слабкі сторони. Однак правильний вибір залежить від унікальних вимог проекту та його потреб. У виробництві немає правильного вибору. Правильний підхід полягає в тому, щоб знайти найоптимальніше поєднання якості, вартості та часу. Це те, що можуть забезпечити всі три типи верстатів з ЧПК, виходячи з вимог конкретного проекту.
Час публікації: 29 листопада 2023 р.